
電動関係参考資料と技術資料
参考資料(2)・・・☆ダイヤモンドチップソーとは
参考資料(3)・・・☆超硬チップソーの賢い使い方
参考技術資料(1)・・・☆切削モデル・切くず生成
参考技術資料(2)・・・☆各種屋根瓦穴あけ用多結晶焼結ダイヤモンドドリルについて
参考技術資料(3)・・・☆焼結ダイヤについて
参考技術資料(4)・・・☆難削材に適した切断切削条件について
参考技術資料(5)・・・☆切断作業のポイント
参考技術資料(6)・・・☆刃物性能の5大要素について、
参考技術資料(7)・・・☆怪我をしないで安全な作業を低コストで
参考技術資料(8)・・・☆国民生活センターのよびかけ
便利な反面、大事故も
参考資料(1)
☆ サーメットとは、
セラミックスの耐摩耗性・耐熱性と金属の靭性(じんせい)とを併せもつ複合材料。
セラミックス材料の粉末と金属の粉末とを混ぜて焼結して得る。
ジェット-エンジンや固体ロケットの部品、切削工具などに用いる。
参考資料(2)
☆ ダイヤモンドチップソーは超硬チップソーの40~100倍以上に及ぶ高耐久性を有し、無機質系、
木質系プラスチック系、非鉄金属等の難切削材耐久性の切断加工に威力を発揮します。刃先の
ダイヤモンド材種・刃型設計をはじめ刃部のダイヤチップの精密成形研削加工技術と相まって
各種チップソーの歴史につちかわれた多くのノウハウが生かされています。
☆ ダイヤモンドチップソーの刃先に使用している工業用ダイヤモンドとは、工業用ダイヤモンドには
用途により、数ナノメートルから数ミリメートルまでの粒径、形状、破砕性、表面状態などによる
多くの品種がある。また、超硬合金を基板にダイヤモンドをコバルトなどと共に焼結することに
よって得られるダイヤモンド焼結体を指す。しかしながら、ダイヤモンドは高温下で鉄 (Fe)、
コバルト (Co)、ニッケル (Ni) と容易に化学反応を起こす、などの性質のために、鋼など
鉄基合金や耐熱合金の切削には適さない。主に非鉄金属の加工に用いられる。
ダイヤモンドが使用できない鋼など鉄基合金や耐熱合金の加工分野では、代わりに立方晶窒化
ホウ素 (cubic Boron Nitride, cBN) の焼結体(「ボラゾン™」)を用いる。
参考資料(3)
超硬チップソーの賢い使い方
1 使用上の安全な取扱とは?(わかっているつもりでも怪我をする) 2 この寿命じゃ採算取れない。その原因はどこに・・・・ 3 切れ味に不満をお持ちでありませんか? 4 丸鋸刃の適正回転数って? 5 超硬チップソー、サイズが合うならどれを使っても同じ? 6 切削面 綺麗に切りたい。早く切りたい! 7 キックバックとは?なぜ起こるの? 8 作業するのに手袋着用いいの?悪いの?
A 安全情報 B 技術情報 C 効率の良い使い方。
機械の回転数の選定は?
周速度(m/分)=外径(㎜)×円周率(3.14)×機械の回転数(min-1)
木工用 アルミ用 3500m/分 程度
鉄 スチール用 1500m/分 程度以下
丸鋸刃外径と丸鋸の回転数から推奨される周速度は上記のようになりますが、現実には最適な
機械が無い場合が多く有ります。切断材質に適した周速度の近い道具・機械をお使い下さい。
参考技術資料(1)
☆ 切削モデル・切くず生成
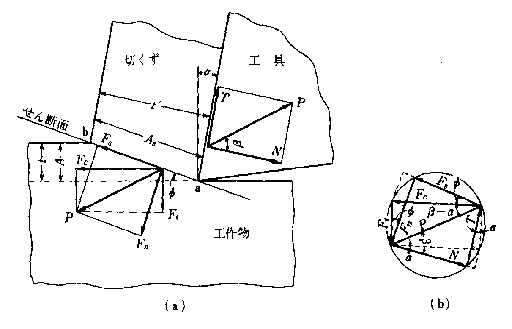
切削モデルは一般に2次元平面で考えられることが多い。図1はその一例で、旋削状態で言うと
回転面を平面上に引き延ばした状態と考えることができる。したがってここには送り分力はなく、
切削力の成分は主分力Fcと背分力Ftのみが働くものと考える。
いま工具が右から左へFcの力で被削物を押していったとすると、被削物はせん断面に沿って
破壊が起こる。つまり切削とはせん断破壊によって進行するという理解である。
このことは主分力はせん断のために要する力と、せん断面の法線方向に働く力Fnに分解出来る
ことを示している。一方、工具側で作用した切削力は工具を押したことによって発生した切くずが
すくい面に沿って移動するために、すくい面と切屑の間に摩擦力が発生するので、
工具側の主分力は
ここでの摩擦力Tとそれに対する法線力Nで対抗することになる。
これらの力の関係は図1(b)に示すように、切削力Pを直径とする円に内接する直角三角形で表すことができる。
ところでせん断力は被削材の材料によって変わってくる。そのせん断変形応力をτsとし、
切り取られる厚みをt、紙面に直角方向の切取幅をbとすると、せん断に必要な力Fcは次式(1)で与えられる。
(1)
ここでφをせん断角と言い、これの測定は簡単ではないが切屑の厚みから求めることができる。
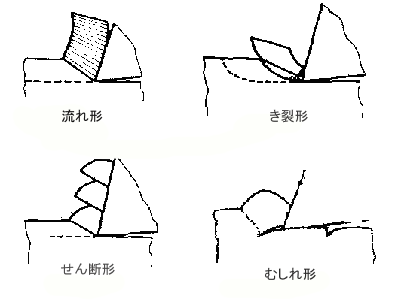
切屑の形態を大別すると次の3種に分けることができる(図2)。
1) 流れ形 : 一様な断面を持ちなめらかな形状を持つもの。
2) せん断形 : 周期的に部分的なせん断を起こし深い括れを持つもの。
3) 亀裂形 : 間欠的に完全な破断を起こし、小片に分離しているもの。
4) むしれ形 : 被削材が工具に粘着を起こしてむしりとられた形状を取るもの
切屑内に破断が起こると切削抵抗が大きくなり、仕上げ面が悪くなったり、工具の欠損の原因に
なったりするが、切屑処理はしやすい。またどのような切屑がでるかは切屑材質のもろさと、
その切屑が発生したときに受けるせん断歪みの大小によってきまる。
参考技術資料(2)
| 製品やサービスの名前 | 各種屋根瓦穴あけ用多結晶焼結ダイヤモンドドリル |
| 製品やサービスの分野 |
プラスチック、窯業・土石、電気・電子・精密機器、建設
|
| 製品やサービスの概要 |
建物建設の屋根葺き作業現場で電動工具、電ドル、ボール盤などで屋根瓦の
取り付け用穴あけを行なう多結晶燒結ダイヤモンドドリルが開発できました。 従来はタングステンカーバイド製の超硬ドリルが主流でしたが、 その耐久性が非常に悪く作業コストもかさんでいました。
多結晶燒結ダイヤモンドドリルの開発により超硬ドリルの15倍以上、 現在は4mm4.5mm5mmサイズが主流ですが要望により各種サイズも製作可能です。 |
| お問い合わせ番号 |
0794-62-5211
|
| その他の情報 |
その他この多結晶燒結ダイヤモンドドリルは窯業系各種部材の穴あけ、
軟質タイルその他強化繊維材料、ガラス繊維材料、石膏ボード、 大理石などの穴あけ鉄系部材以外の穴あけに超硬ドリルと比較し 驚異的な耐磨耗、耐久性が期待できます。 又、現在一部で使用されている工作機械など用のダイヤモンドドリルに比較して |
参考技術資料(3)
☆ 焼結ダイヤブランク 直径60mm焼結体は、直径60mmの超硬基板上にダイヤを焼結したということですので、ダイヤ 層側の直径は異なる場合があります。 ☆ サーメット セラミックスの耐摩耗性・耐熱性と金属の靭性(じんせい)とを併せもつ複合材料。セラミックス 材料の粉末と金属の粉末とを混ぜて焼結して得る。 ジェット-エンジンや固体ロケットの部品、切削工具などに用いる。 ☆ 工業用ダイヤモンドには用途により、数ナノメートルから数ミリメートルまでの粒径、形状、 破砕性、表面状態などによる多くの品種がある。また、前述のバイトは超硬合金を基板に ダイヤモンドをコバルトなどと共に焼結することによって得られるダイヤモンド焼結体を指すこともある。 しかしながら、ダイヤモンドは高温下で鉄 (Fe)、コバルト (Co)、ニッケル (Ni)と容易に 化学反応を起こす、などの性質のために、鋼など鉄基合金や耐熱合金の切削には適さない。 ダイヤモンドが使用できない分野では、代わりに立方晶窒化ホウ素 (cubic Boron Nitride, cBN) の焼結体(「ボラゾン™」)を用いる。難削材(難切断材)が切断時に及ぼす影響 切断時の問題(トラブル)要因は、難削材(難切断材)個々の難削性によるものである。
表-2に難削材の難削性と切削時のトラブル要因を示す。
これら難削材に見られる個々の特性を知り、それぞれの切断切削工具に及ぼす影響を少なくする
切断切削条件を設定することが必要である。
| 難削性 | 切断時のトラブル要因 |
| 高靭性 | 切断面・悪 |
| 高引張強度、高弾性率 | 加工変形・大 |
| 高硬度 | 切屑処理・悪 |
| 熱伝導率 | 工具寿命・短 |
| 熱変形・大 | 刃先磨耗・大 |
| 加工硬化性・大 | チッピング・大 |
| 工具材料との親和性・大 | 切断抵抗・大 |
| 工具材料との反応性・大 | 切断切削熱発生・高 |
参考技術資料(4)
☆ 難削材に適した切断切削条件について、
(特に据え付けて使用するヒンジタイプの電動工具について)
☆ 電動工具による切断加工を行う上で重要な切断切削条件を順に挙げると、電動工具の剛性・
保持具の剛性・クーラント(冷却装置)の有無・切断切削速度・切削工具等がある。
・ 電動工具の剛性
電動工具の剛性は、切断加工をする上で全ての精度がここで決まると言っても過言ではない。
電動工具の自重が軽いと、重い被切断物を切断加工するときや高速回転で切断加工するとき
心が振れてしまい高精度の切断加工ができない。また、切断材の据付けもしっかり行わないと
振れの原因につながる。したがって、自重の重い据付けのしっかりできる電動工具が望ましい。
・ 保持具の剛性
保持具の剛性は、切断切削を行う切断切削工具を保持する部分であり、振れ精度・送り精度に
関わる重要な役割を担っている。
・ ク-ラント(冷却装置) の有無
ク-ラントは、難切削材(切断材)の切断加工の場合特に重要な位置を占めている。
個々の 難削性の違いにより、供給方法や冷却液の種類を変えないと、逆に切断精度を悪くしたり
冷却液と被削材(切断材)の化学反応につながったりするからである。
・ 切断切削速度
被切断物を切断加工する場合、原理的には切断切削速度を上げれば仕上げ面はきれいに
なりそうだが実際は先に述べたような機械の剛性不足による被切断物の振れや切断面の
摩擦等により逆に仕上げ面が悪くなることがある。個々の電動工具の剛性や被切断物の
違いにより、最適な切断切削速度を選定することが重要である。
・ 切断切削工具
被切断物に接して実際に切断加工を行っているのが切断切削工具(チップソー)であり、種々の
切断切削条件を改善することで難削材の切断加工も可能になる。
切断切削工具の材質(チップソーの刃先材質)について適した条件を考えると、チップの材質は
高温硬度の高いものが適しており、ダイヤモンド焼結体及びCBN焼結体がその代表的なものである。
あと、加工硬化しやすい難切断材 には、切断切削抵抗を考慮してポジティブなすくい角を
もったチップソーが有効である、ダイヤモンド焼結体は、窯業系材料などには有効である。
この他に、上記以外の工具材種(チップソーの刃先材質)でも切れ刃形状や最適な切削条件を
選定することで難削材を切断加工することが出来る。
参考技術資料(5)
◎切断作業のポイント
いかにして 切削面を綺麗に しかも安全に低コストで ・・
ここが勝負!!
☆良い刃物? 悪い刃物??
※ スムーズに ストレス無く切れる刃物が良い刃物。
☆ここがプロの技の見せ所?
○ 切断時には無理に押し進めない 切れるがままに切りましょう。
また ゆっくり過ぎるのも寿命が低下につながります。
○ 左右に曲がる切断作業は刃物の寿命が短くなる
○ 切り終わるまで丸鋸をまっすぐに・・・・
○ 音と手元の感触を頼りに切れ味確認 切れなくなったら再研磨
○ 振動を感じたら 原因追求しましょう
○ 丸鋸刃の取り扱いは あくまで優しく・・・・
Q&A
☆ 刃数はどうして色々あるのか?
☆ チップソーの刃数は、どの様にして決めるのか、
☆ 被切断物の形状・厚みにより決めている。本当か?
・本当はチップソーの回転数に基く周速度・切込みスピード(手で切っていくスピード)などを
基にチップソー1刃当たりの切断負荷により決めている。
(1回転当りの切断体積及び切断長さ等)
・切断機の場合はそれらの要素を設定できるが手持ち工具の場合は身体に感じる感覚が大切。
☆ 鋸を長持ちさせる為に切削・切断時の使用条件
鋸の振れ・振動を出来るだけ抑える。(手ブレ防止も非常に大事)
機械に鋸刃をセットする時に ゴミなどのかまし物が無いようにする
軸・フランジが摩耗によって痩せている場合、軸の中心をセンターとして回転しない。
鋸の回転が十分に回ってから切削・切断作業を行う。また鋸刃が被作材を抜けきるまで回転を落とさない。
スタート時の当て切りはチッピングの原因となります。
被削材(被切断物)の振動を抑える。被削材が動かないように固定すると振動を抑えられる。
振動によってチップの刃先がチッピングを起こし寿命が極端に短くなる。
切れるままに押し進めていく。 無理に強く押し進めない。
超硬チップは硬いものを使用していますので 欠けやすい性質があります。
切断物(被削物)に合ったチップソー(鋸刃)を使用する。
☆ 切丸 US型の特徴
US型 薄板板金用 超硬チップソー
刃数が多く軽快な切れ味を持続させます。
初期の切れ味よりも 安定した切れ味を持続させることを目的としている。
切巾を極力抑えました。
直進安定性に優れています
刃先の剛性強度アップ(低刃構造)により安定した切れ味が持続します
薄鉄板専用に新開発された特殊超硬チップの採用により刃欠けが少なく良好な切れ味が持続します
薄刃採用により切断バリの少ない安定した切れ味を維持します。
直進安定性に優れています
高性能チップ材質と基板に特殊合金工具鋼を使用し適切な熱処理、成形研削、腰入れ、歪取りを施し
た高性能な商品です。
薄鉄板専用刃型形状により切れ味の持続が可能です。0.8ミリ以下の鉄板に威力を発揮します。
ディスクサンダーでのご使用は大変危険です。 絶対に使用しないで下さい。
☆被切断物・道具が決まれば丸鋸刃が決定。
ここで チェック!!
1) 丸鋸刃の目的が被切断物に対応しているのか?
同じように見えても チップ材質が違う場合があります。
良く似ていても 切る物に合わせて丸鋸刃の形状を変えてあります。
厚みが薄い物を切る程、刃数の多いチップソーを使用します。
2) 回転数が目的に対して適正であるのか? 機械をチェック!
早すぎ・遅すぎは 刃物の寿命が極端に低下します。
1刃当たりの切断負荷に注意を。⇒切り込みスピードとの関係
3) 外径・穴径は機械・道具に適合していますか?
外径が違うと周速度が違ってきます。カバーに注意。
軸は痩せていませんか?ガタやフランジのゴミなどは特に注意。
US型の用途
角スパン・角波・角スパン・金属サイディングをターゲットとして開発
薄鉄板・金属サイディング・アルミサッシ等
鉄板厚み0.8ミリ以下に特に威力を発揮します
参考技術資料(6)
☆ 刃物性能の5大要素について、
☆ 刃物を開発製造するに付いての常に考えなければならない大きな要素があります。5大要素として
振動・刃先材質・刃先部の面粗度・歯型形状・芯振れ・が有ります。
これらの要素を、刃物の用途・及び刃物が装着される装置・道具・機械の切削切断条件に
合致させる事が大切な事です。その中で特にチップソーを使う職人さんが知っておきたい重要な
3点を下記に表します。
その1、振動について、及び芯振れ
☆ 全ての刃物の耐久性に関わる一番大切な要素です。切削中の刃先の振動をいかに制御できるか
常に考えてください。刃物側・道具側(特に刃物周速度とクランプ構造)・被切断物の形状及び
材質等色々な原因が有ります。
★ 振動発生の原因には縦・横・斜めの芯振れの影響を最も受けます。
★ 又、最初は良くても刃先が偏磨耗した時も同じ現象になります。
その2、刃先材質について、
☆ 刃先の材質は切削中に刃先に影響する刃先への熱影響を及ぼす温度に最も左右されます。
高速切削の場合は特に注意が必要です。刃先材質の持っている特性の耐熱温度以下(軟化温度
以下で使用する必要が有ります。)
SK材⇒SKS材⇒SKD材⇒SKH材⇒超硬各種⇒各種セラミック⇒CBN材(但しダイヤは
900度C程度が限界です)
☆ その次に刃先材質の硬さ(硬度)にも多いに影響を受けます。
参考技術資料(7)
そしていかに綺麗に切断できるか.
電動丸鋸
※メーカー・機種によって、各部位の呼称や機能が異なります。
いかにして 切断面を綺麗に しかも安全に 低コストで ・・
大きなポイントは 次の3つ
※① 振動が出ないようにする。振動の発生源を抑える
※② 切れるがままに切る。
☆皆さんは切れているか、切れていないかが体感で分かるはずです。
☆無理に押したりゆっくり切ったりしない切り方が一番効率良く
安全で切断コストも安くなります.
※③ 使用目的に合った機械・鋸刃を使う。
① 振動の発生源まずは確認
機械の振動がないか 鋸刃を付けずに回してみよう。
鋸刃をセットしたあと 空回転させて振動がない事を確認しよう。
機械に鋸刃をセットする時に ゴミなどのかまし物が無いか確認しよう。
(軸・フランジが摩耗によって痩せている場合、軸の中心をセンターとして回転しない。)
振動の発生源は・・・
※ 丸鋸本体が原因の場合
※ 被切断材が固定されていない場合
振動によってチップの刃先がチッピングを起こし寿命が極端に短くなる。
その他,振動の発生源はいろいろ考えられます。
少しでも振動源を無くせば鋸刃の寿命も延びて
安全に綺麗な仕事が出来ます。
② 切断時のポイント
切れるがままに切ろう。
☆落ち着いて作業の準備をしましょう。
※無理に押し進めない。
※ゆっくり過ぎるのも刃物を傷めます。
☆ 手に刃物が切れている感触を感じながら自然に流れるように切れるがままに
切るのが, もっとも安全で綺麗に切れます。
③ 目的に合った機械・鋸刃
機械の回転数は目的に合ったものを・・・・
丸鋸刃も目的に合わせて形状や超硬チップ・刃先形状が変えてあります。
ちょっと使うだけだから・・・・切れない事はないですがコストUPになります
☆ 次の事は貴方の身を守るために、大切な事です・
必ず丸鋸の安全装置の点検をして下さい。
丸鋸の安全装置は正常に作動していますか?
怪我をしないために次の事を作業前に必ず点検確認しましょう。
☆ 電動丸鋸の安全カバーはスムーズに動いていまか?
1、ゴミなどが詰まって動かなくなっている場合があります。
2、絶対に安全カバーを外したり固定して仕事をしてはいけません。
☆ ブレーキは正常に働きますか?
1、ボタンから手を離して直ぐに鋸刃の回転が止まりますか?
☆ ちょっとした事で・・・・
ちょっとした事で刃物寿命の差がついています。
鋸の回転が十分に回ってから切削・切断作業を行う。また鋸刃が被削材を
抜けきるまで回転を落とさない。
スタート時の当て切りはチッピングの原因となります。
☆ 再研磨時の注意
※ 基板の割れ、チップ割れがないかチェック
※ 心振れが発生していないか確認。
機械に取り付けて軽く回して 振動が発生していない事を確認する。
切丸 カットソー
※ スチール(鉄)用 φ80~355
※ 薄板板金用 φ80~180 他
※ アルミ用 φ125~355
※ エンビ 石膏ボード ケイカル 用
他 目的にあわせてご用意しております。 お問い合わせください。
参考技術資料(8)
国民生活センター注意呼び掛け、 神戸新聞2012年1月10日号
『普及進む家庭用電動工具
便利な反面、大事故も』
便利な家庭用電動工具も、使い方に気を付けないと思わぬ大事故につながるとして国民生活センターが
注意を呼びかけている。
電動のこぎり、チエンソー、電動ドリルなどはホームセンターで販売され、レンタルも出来るので、
普及が進んでいる。
しかし、ここ五年間で357件の相談が同センターに寄せられた。
① 切断作業中に操作を誤ると、工具や材料が跳ね上がるキックバック現象が起きる。
② 工具の刃で腹部を切る大けがや手の指を切断した大事故、回転する工具に手袋や衣服を巻き込まれて指を切断した例が報告されている。
③ 電動ドリルで板などに穴を開ける作業を続けているとドリルの刃は100度近い高温になる。
不用意に工具に触り、やけどした例もあった。
④ また、電動丸のこより倍以上速く回転するデイスクグラインダー(研磨機)に、丸のこの刃を付け替えて板を切ろうとしたところ振動が大きくなりすぎて、工具で足を切るけがをしたケースもある。
☆ 同センターは『工具を使う前に、安全な使用方法をよく確認してほしい。
用途と違う使い方は危険と警告。
☆ 『工具を両手でしっかりと持ち、だぶつかない手袋や衣服を着用すること。電動工具を連続使用した後は、刃や本体が熱くなるので触らないように』と注意を呼びかけている。